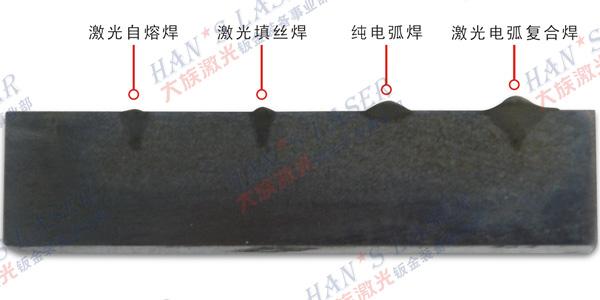
雷射自熔焊:是指將高能量強度的雷射束直接照射至材料表面,通過雷射與材料的相互作用,使材料內部熔化,繼而冷卻結晶形成焊縫。根據熱力學機理的不同,雷射自熔焊又可分為雷射熱傳導焊和雷射深熔焊。熱導焊時材料只是熔化,焊接過程簡單平穩、熔深小;深熔焊時材料發生了熔化、汽化和等離子化等一系過程,並伴有小孔效應,過程複雜,具有較大深寬比,是工業應用的主要雷射焊接方法。
雷射填絲焊:是指在焊縫中預先填入特定焊接材料後用雷射照射熔化或在雷射照射的同時填入焊接材料以形成焊接接頭的一種工藝方法。同雷射非填絲焊相比雷射填絲焊具有以下優點:(1)可以降低對工件坡口加工,裝配的精度要求,提高焊縫成形質量,擴大雷射焊的適用範圍;(2)可以用較小的功率實現厚板焊接;(3)通過調節填絲成分,可以控制焊縫區域的組織性能。
雷射電弧複合焊:是指將雷射熱源和作為第二熱源的電弧複合起來作用在同一熔池上的焊接方法。雷射電弧複合焊結合了雷射和電弧的優勢,使其即具備一般電弧焊的高適應性特點,又具備雷射焊接的大熔深、高速、低變形的特點。雷射電弧複合焊中所添加的電弧主要有TIG電弧、等離子弧和GMA電弧(即熔化極氣體保護焊,包括MIG焊和MAG焊)。雷射-GMA電弧複合焊是目前最受業界矚目,研究和應用最廣的一種。
雷射遠程焊:遠程雷射焊是指採用高速掃描振鏡頭進行長工作距離加工的一種雷射焊接方法。其定位精度高、時間短、焊接速度快、效率高;工作距離長,不會與焊裝夾具干涉、光學鏡片污染少;可定制任意形狀焊縫以優化結構強度等。與電阻點焊相比,遠程雷射焊接技術充分發揮了單側,非接觸式雷射焊接帶來的技術和經濟優勢,並將其與高速掃描振鏡具有的優勢相結合,大大縮短了焊接時間,提高了總生產效率,可有效用於日益增多的汽車覆蓋件及零部件焊接。
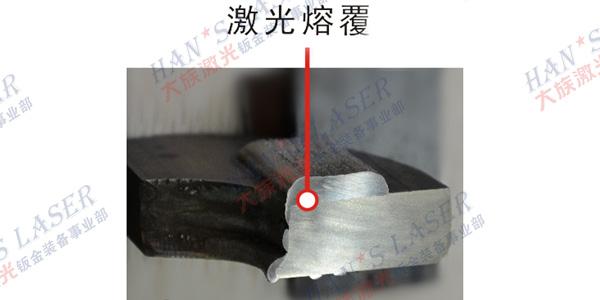
雷射熔覆:是指以雷射作為熱源,用不同的添料方式在被熔覆的基體上放置所選擇的塗層材料,經過雷射照射使之與基體表面一薄層同時熔化,並快速凝固後形成稀釋度極低、與基體材料形成冶金結合的表面塗層,從而顯著改善基體材料表面的耐磨、耐蝕、耐熱、抗氧化能力及電氣特性的工藝方法。激光熔覆可以在低成本鋼板上製成高性能表面,代替大量的高級合金,以節約貴重、稀有的金屬材料,提高材料的綜合性能,降低能源消耗,適用於局部易磨損、衝擊、氧化及腐蝕等零部件。
雷射淬火:雷射淬火又稱為雷射相變硬化,是指以高能密度的雷射束照射工件表面,使其需要硬化部位瞬間吸收光能並立即轉化為熱能,從而使雷射作用區的溫度急劇上升形成奧氏體,經隨後的快速冷卻,獲得極細小馬氏體和其他組織的高硬化層的一種熱處理技術。
 24342 新北市泰山區中港南路200號
24342 新北市泰山區中港南路200號